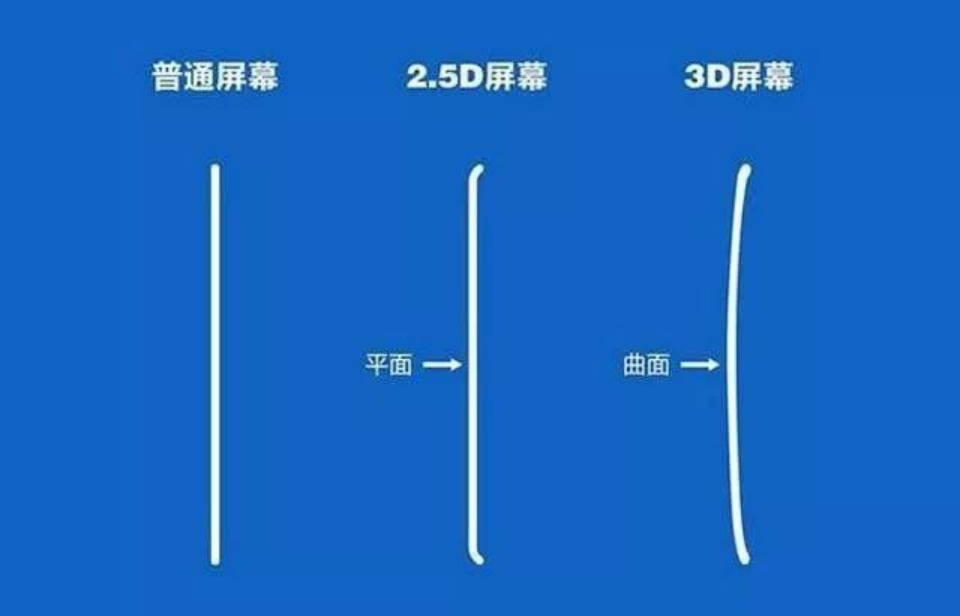
The new wave of smartphones triggered by full-screen, 3D glass and ceramics is still hot! With the advent of 5G, mobile phone products have higher requirements for signal transmission, and with the growing popularity of wireless charging, the industry believes that de-metalize the back cover of the mobile phone become a big trend. Currently, double-sided glass will be the main trend in the future.
So how is the 3D glass cover made?

The production and processing process of 3D glass cover plates for mobile phones mainly includes:
Material and holes opening → Fine carving → Grinding → Cleaning → Hot bending → Polishing → Testing → Tempering → UV transfer printing → Coating (PVD) → Printing (silk screen, spraying, UV laser curing) → Bonding → Film application → Packaging, etc.

1.Technician confirms whether customer drawings can be produced, produces our factory drawings and film, and confirms the process. (The drawing film needs to have a production date and number. Update timely with modifications, retrieve the old drawings and films) Issue order, track the samples throughout the entire line.
2.CNC cutting material requirements:Glass material must be 3D curved glass material.
When sheet glass enters the deep processing operation, the first process is to release the machining allowance( Generally leave 0.1mm allowance on one side) according to the customer's drawing size requirements, and then input the data into the glass substrate CNC cutting machine for cutting.Matters need attention:Glass cutting machine should be able to efficiently cut the straight line, round hole and curve, this can save a lot of processing time for subsequent cover glass CNC molding, polishing and other processes.It has a very positive significance for improving production efficiency and reducing production costs in the cover glass industry and reduce production costs.The first process is the same as the ordinary cover plate.
3.CNC precision engraved glass (grinding edge) CNC precision glass uses a grinding wheel groove of a precision carving machine to grind the edges of the rough glass and remove any excess, and the raw glass is chamfered and drilled through the drill bit, and the shape and camera holes are refined with fine grinding wheels to meet the final product requirements. The machining accuracy is 0.01mm.
4.Grinding and polishing add polishing powder, and through complex relative motion between the polishing blanket and the processing surface under a certain pressure, the glass raw material is ground to the required thickness and polished to the surface mirror effect.
5.Different processing enterprises have different cleaning process periods, generally need to be cleaned after edge grinding, and then polish again. Mainly clean off the surface waste residue, usually using ultrasonic cleaning.
6.Hot bending process is one of the most core and challenging processes in the 3D glass manufacturing process. The glass with finely carved shapes and holes is placed in the graphite dies, and then the dies are placed in the hot bending machine. After preheating, pressing, and cooling, the glass is formed into curved glass in the dies.
7.After hot bending, the surface of the double-sided swept glass must be polished. The polishing blanket is used to apply pressure on the product by adjusting the speed of the upper and lower polishing wheels, control the processing time, and assist the grinding powder or foam liquid to polish the surface of the glass product, to achieve a transparent and flawless effect.Note: The parameter settings of the scanning machine are crucial. Incorrect parameters may cause damage of the main gearbox on the scanning machine. At the same time, if the quality of the polishing powder is too poor, the yield of the scanned glass sheets will be low.
8.Quality inspection requires multiple quality testing processes. 3D glass inspection is carried out according to process requirements, generally divided into two stages: inspection of appearance and size before tempering, and inspection of appearance and warping deformation after tempering.
9.High purity Potassium nitrate is used for chemical tempering. Generally, 450 ℃ high temperature tempering is used for 4-6 hours. The principle is that the potassium ions and sodium ions on the surface of the glass structure undergo ion exchange to form a strengthening layer. The hardness can reach 9H, improving the scratch and impact resistance of glass.
10.UV transfer refers to the transfer of textures or digital images and text them onto a glass explosion-proof film (usually made of PET material), with no pixel loss during the transfer process.
11.The purpose of coating is to prevent fingerprints and oil stains from adhering and easily erasing. The surface is smooth, comfortable to touch, and not easy to scratch. Increase the wear resistance of the glass surface. The specific anti fingerprint processes are as follow: 1 Pre treatment: Use weakly alkaline cleaning agents or solvents to remove oil, moisture, and other stains on the surface of the substrate, and the cleaning effect is better through ultrasonic cleaning; 2. Plating AF solution onto the surface of the product to form a film; 3. Baking: After spraying, take out the glass and place it in an oven (120 ℃, 30min), adjust it to the best according to specific requirements and product conditions; 4. Cleaning: After the product is cleaned, the finished product is packaged.
12.Silk screen printing is the process of using a screen with a product logo and positioning fixtures to screen ink onto the concave surface of the product, and then drying it.
13.The bonding process refers to the bonding of the explosion-proof film with the glass cover plate.
14.Apply protective film
15.The packaging process includes cleaning, inspecting, and packaging products that have been processed and meet customer requirements. Low viscosity protective film is used for packaging, and there should be no bubbles during lamination.